




In today's rapidly evolving industrial landscape, sustainability isn't just a buzzword; it's a necessity. As companies strive to minimize their environmental footprint and adhere to stricter regulations, finding efficient ways to recycle waste materials has become paramount. One such material that poses significant challenges in recycling is solvent. However, with the advent of advanced paint solvent recycling machines for sale, businesses can now revolutionize their approach to waste management while saving costs and reducing their environmental impact.
Solvents play a crucial role in various industrial processes, from cleaning and degreasing to chemical synthesis and extraction. However, their widespread use also results in substantial quantities of waste solvent being generated across industries such as manufacturing, pharmaceuticals, automotive, and printing. Improper disposal of these solvents not only pollutes the environment but also poses health risks to workers and communities.
So, what's the solution? Enter solvent recycling machines. These innovative devices are specifically designed to reclaim used solvents, removing impurities and contaminants to produce high-quality recycled solvent that can be reused in industrial processes. But how exactly does solvent recycling work, and what are the benefits for businesses?

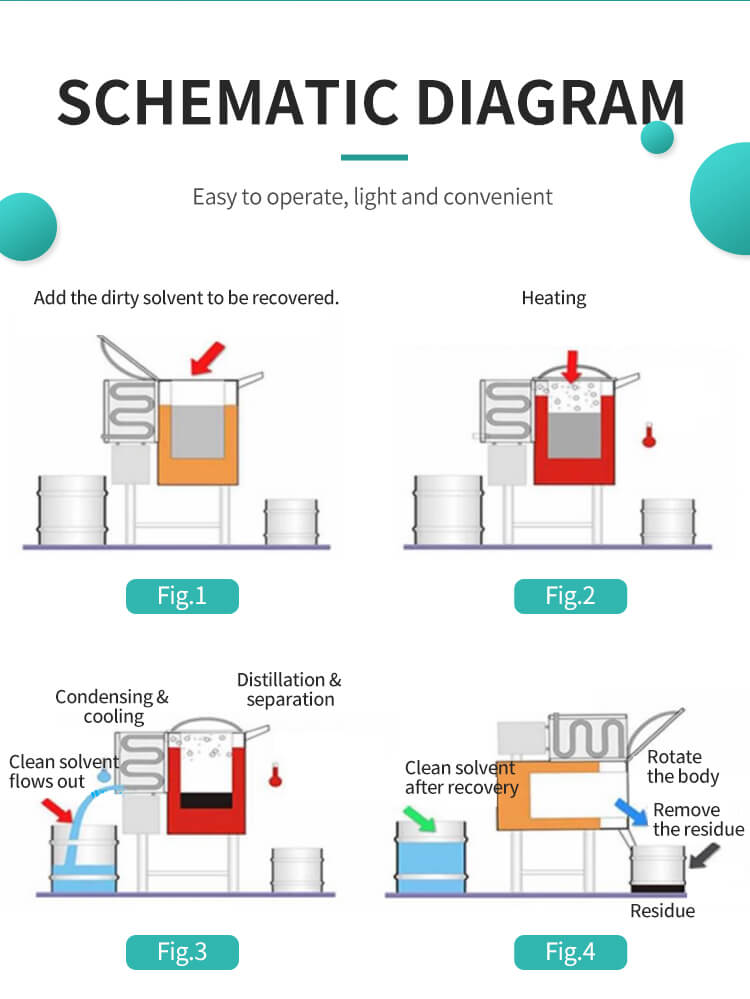
The process of solvent recycling typically involves several key steps:
1. Collection: Used solvent is collected from various industrial processes and stored in dedicated containers or tanks.
2. Filtration: The collected solvent undergoes filtration to remove solid particles, debris, and other impurities.
3. Distillation: The filtered solvent is then heated in a distillation chamber, where it vaporizes and separates from any remaining contaminants.
4. Condensation: The vaporized solvent is cooled and condensed back into liquid form, ready for reuse.
5. Purification: Additional purification steps, such as activated carbon treatment or molecular sieves, may be employed to further refine the recycled solvent.
The benefits of implementing a solvent recycling program using solvent recycling machines are manifold:
1. Cost Savings: By recycling waste solvent instead of purchasing new ones, businesses can significantly reduce their operating costs associated with solvent procurement and disposal.
2. Environmental Protection: Recycling solvent helps minimize hazardous waste generation and reduces the overall environmental impact of industrial activities, contributing to sustainability efforts and regulatory compliance.
3. Resource Conservation: Reusing solvent through recycling conserves natural resources and reduces the demand for virgin materials, promoting a circular economy.
4. Improved Safety: Proper management of solvent waste minimizes the risk of accidental spills, exposure, and contamination, creating a safer working environment for employees.
5. Enhanced Reputation: Demonstrating a commitment to environmental stewardship and sustainable practices can enhance a company's reputation and attract environmentally conscious customers and partners.

When considering the purchase of a solvent recycling machine for sale, businesses should evaluate several factors to ensure they select the right equipment for their needs. These factors may include:
Capacity: Choose a solvent recycling machine that can handle the volume of waste solvent generated by your operations efficiently.
Efficiency: Look for machines equipped with advanced features such as automatic controls, multiple distillation stages, and energy-saving technologies to maximize efficiency and minimize operating costs.
Compatibility: Ensure that the machine is compatible with the types of solvents used in your processes and can effectively remove contaminants specific to your industry.
Reliability: Select a reputable manufacturer with a proven track record of delivering high-quality solvent recycling equipment and providing reliable customer support and service.

Solvent recycling presents a compelling opportunity for businesses to optimize their waste management practices, reduce costs, and mitigate their environmental impact. With solvent recycling machines for sale readily available in the market, now is the time for industries to embrace sustainable solutions and pave the way for a greener future. By investing in solvent recycling technology, businesses can not only achieve operational efficiencies but also contribute to the collective effort to build a more sustainable and resilient economy for generations to come.










